

Anodowanie to wieloetapowy proces elektrochemiczny polegający na elektrolitycznym wytworzeniu warstwy tlenku na powierzchni metalu.
Właściwości umożliwiające poddanie się temu procesowi posiadają m.in. takie metale jak aluminium, magnez, tytan i tantal. Jednakże ze względu na niski koszt produkcji, estetykę i doskonałe właściwości mechaniczne to aluminium jest powszechnie stosowanym materiałem.
Anodowanie – podstawowe informacje
Istotną cechą anodowania jest trwała zmiana struktury wierzchniej warstwy metalu. Aluminium już w warunkach atmosferycznych naturalnie pokrywa się cienką warstwą tlenku. Natomiast w procesie anodowania tlenkowa warstwa może być zdecydowanie grubsza, bo nawet ponad 0,1 mm.
Twardość powłoki tlenkowej na anodowanym aluminium porównuje się z twardością diamentu. Dodatkowo, zwiększona jest odporność na korozję, a także powierzchnia metalu dużo łatwiej poddaje się czyszczeniu. Możliwość zabarwienia struktur na różnorodne kolory wykorzystuje się w celach dekoracyjnych.
Trzy najpopularniejsze typy anodowania to:
Typ I – anodowanie chromowe
Podczas anodowania chromowego jako elektrolit stosuje się roztwór kwasu chromowego, w wyniku czego najcieńsza warstwa tlenku wynosi 0,5-2,5 µm. W połowie warstwa jest wbudowana w objętość materiału, zaś pozostała część znajduje się na powierzchni.
Anodowanie chromowe nadaje się idealnie do zabezpieczania skomplikowanych i trudnych do opłukania części, ale ma najmniejszy wpływ na wytrzymałość zmęczeniową materiału i jest mniej korozyjne. Elementy anodowane chromowo mają zastosowanie w przemyśle zbrojeniowym i lotniczym.
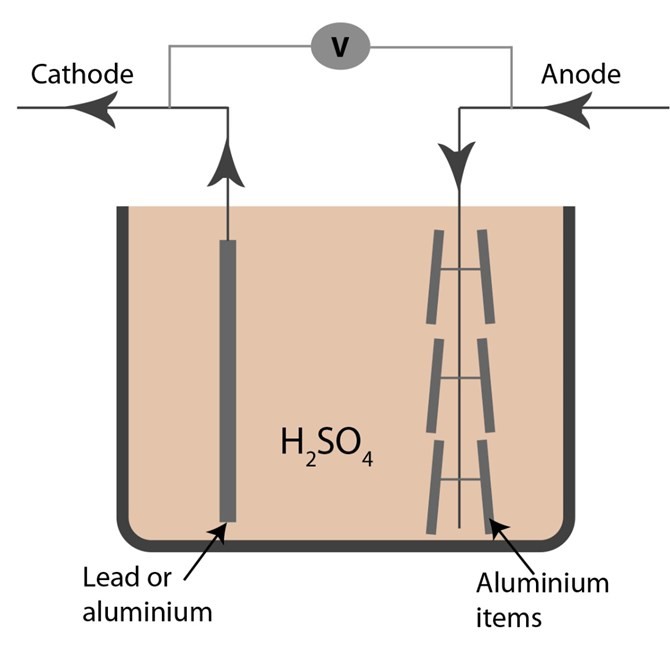
Typ II – anodowanie siarkowe
Anodowanie siarkowe jest najbardziej popularne. Jako elektrolit wykorzystuje się kwas siarkowy. Warstwa tlenkowa może osiągnąć grubość do 25 µm, w tym 67% wbudowane jest w strukturę materiału. Ponieważ warstwa tlenkowa powstała w procesie anodowania siarkowego jest przepuszczalna, jest łatwa do barwienia i zapewnia dobrą bazę dla primerów, środków wiążących i powłok organicznych. Anodowanie typu II pełni bardzo dobrą funkcję ochronną przed korozją, zapewnia także trwałość materiału. Zastosowania to architektura, lotnictwo, przemysł motoryzacyjny i komputerowy.
Typ III – anodowanie twarde
Elektrolitem wykorzystywanym w przypadku anodowania twardego jest kwas siarkowy o wyższym stężeniu oraz niższa temperatura w porównaniu z anodowaniem siarkowym. W efekcie otrzymuje się bardzo twardą warstwę tlenkową ze znakomitą odpornością na ścieranie. Powłoka charakteryzuje się wysokiej jakości zabezpieczeniem antykorozyjnym, wysoką odpornością dielektryczną, intensywność kolorów jest gwarantowana. Połowa warstwy wbudowana jest w objętość materiału, zaś pozostała cześć znajduje się na powierzchni. Całkowita grubość powłoki może zawierać się w przedziale 10–100 µm. Metale anodowane w ten sposób charakteryzują się szorstką powierzchnią. Popularne zastosowania jako elementy zewnętrzne (okna i witryny sklepowe) oraz zwykłe, niedekoracyjne opakowania do żywności oraz rolki papieru do drukarek.
{kind=link}
{kind=link}